




Como fabricante e fornecedor profissional de usinagem de 5 eixos na China, a Sanluo Precision domina a usinagem simultânea de 5 eixos para peças complexas, fornecendo serviços personalizados para indústrias de ponta, como aeroespacial, moldes automotivos, dispositivos médicos e equipamentos de energia. Alcançamos usinagem de precisão de superfícies complexas e estruturas especiais, atendendo plenamente aos rigorosos requisitos da fabricação avançada.
| Precisão Dimensional | DO | EU IA | PD | SO | GD |
| Unidade: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Precisão Geométrica | Redondeza | Coaxialidade | Cilindricidade | Simetria | Tolerância de posição |
| Unidade: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Capacidade de produção | 1 ~ 999999 unidades | 1 ~ 999999 unidades | 1 ~ 999999 unidades | 1 ~ 999999 unidades | 1 ~ 999999 unidades |
| Ciclo de Produção | 3-20 dias | 3-20 dias | 3-20 dias | 3-20 dias | 3-20 dias |
Equipamento de inspeção:CMM, sistemas de medição de visão, projetores, medidores de diâmetro a laser, interferômetros a laser, testadores de rugosidade, testadores de circularidade, microscópios de ferramentas, microscópios estéreo, micrômetros, medidores de pinos, relógios comparadores, medidores de altura, calibradores, blocos padrão, testadores de dureza, medidores de rosca.
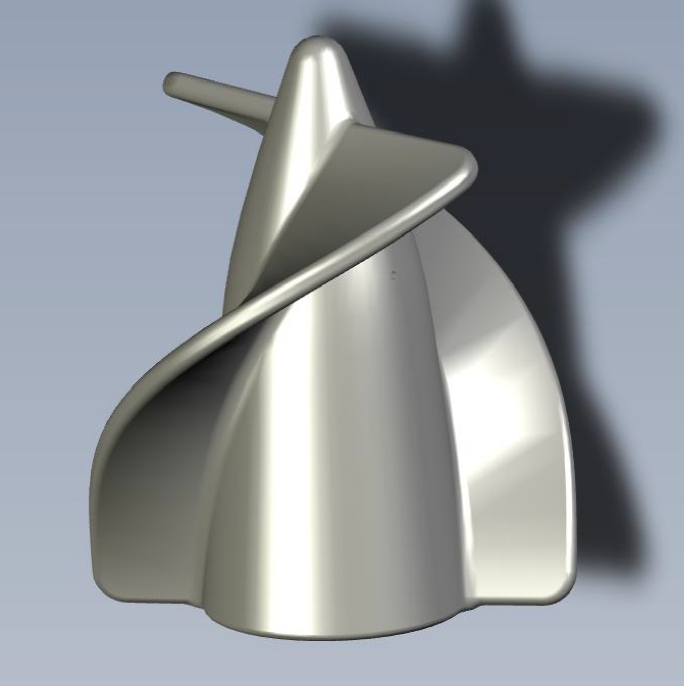
Como fabricante profissional de usinagem de 5 eixos, nos destacamos na usinagem de superfícies complexas de forma livre nos setores aeroespacial, automotivo, médico e de energia. Nossa tecnologia simultânea de 5 eixos, combinada com programação CAM avançada e ferramentas dedicadas, garante alta precisão, excelente acabamento superficial e eliminação de etapas de marcas de ferramentas.
Conclusão:Nossa experiência comprovada em usinagem de superfícies complexas transforma geometrias desafiadoras em componentes prontos para produção que atendem consistentemente aos mais exigentes padrões da indústria – desde protótipos até a fabricação em grande escala.
Apoiamos nossa usinagem de 5 eixos com máquinas-ferramentas de classe mundial, controle inteligente de processos e sistemas auxiliares abrangentes. Nossas instalações garantem precisão estável e repetível para peças de médio a grande porte, desde protótipos até produção de alto volume.
Conclusão:Com nossa base de equipamentos integrada, controles de processo inteligentes e verificação rigorosa durante o processo, oferecemos precisão de 5 eixos estável e repetível que mantém sua linha de produção funcionando e seus padrões de qualidade consistentemente excedidos.
| Parâmetro | Detalhes |
| Modelo | Micro5 |
| Posicionamento central | Usinagem altamente dinâmica e de alta precisão de micro e componentes de alto valor |
| Precisão da chave | Repitacapacidade0,0005 mm, Precisão de posicionamento< 0,002 mm |
| Fuso | Velocidade máxima60.000 rpm |
| Estrutura | Compacto, peso total 550kg; magazine de ferramentas de camada tripla com 60 ferramentas; sistema de paletes acomoda 6 luminárias de ponto zero |
| Energia e Meio Ambiente | Baixo consumo (<500W), com coletor de névoa de óleo |
| Sistema CNC | Beckhoff (Alemanha) |
| Viagem (X/Y/Z) | 78/56/50mm |
| Aplicações Típicas | Componentes de microengenharia, pequenas peças de metais preciosos |
| Parâmetro | Detalhes |
| Modelo | DMU 105 monoBLOCO |
| Posicionamento central | Usinagem de alta precisão em 5 eixos de peças grandes e complexas |
| Eixos e ligação | 5 eixos simultâneos |
| Estrutura da cama | Ferro fundido nodular GGG60, fundição de peça única com rigidez otimizada FEM 40% maior que os designs tradicionais |
| Precisão da chave | Acionamento direto dos eixos A/C, precisão de indexação ±1 arc-sec; precisão de posicionamento da mesa de até 0,001 mm |
| Sistema de fuso | Interface HSK‑A100, potência 44 kW, torque 288 Nm, faixa de velocidade 50‑10.000 rpm |
| Viagem (X/Y/Z) | 1.135 mm / 1.050 mm / 750 mm |
| Principais vantagens | O design termosimétrico reduz a deformação térmica; trocador de paletes opcional e medição em processo para automação |
| Aplicações Típicas | Componentes usinados de precisão em 5 eixos |
| Parâmetro | Detalhes |
| Modelo | JDGR400T |
| Posicionamento central | Precisão em nível de mícron, suporta processos compostos de fresamento e torneamento |
| Sistema CNC | JD50 de desenvolvimento próprio, resolução de controle de movimento de 10 nm |
| Fuso | Eletrofuso JD150S de alta velocidade, HSK‑A50, velocidade máxima de 32.000 rpm |
| Precisão da chave | Repetibilidade na faixa de mícrons; Repetibilidade do eixo AC 4″ |
| Mesa Rotativa | Acionamento direto de eixo duplo, resolução 0,0001° |
| Revista de ferramentas | Tipo corrente, capacidade 63 ferramentas |
| Principais vantagens | A medição na máquina compensa automaticamente os erros da ferramenta e da peça, garantindo o rendimento do lote |
| Aplicações Típicas | Componentes de precisão de 5 eixos |
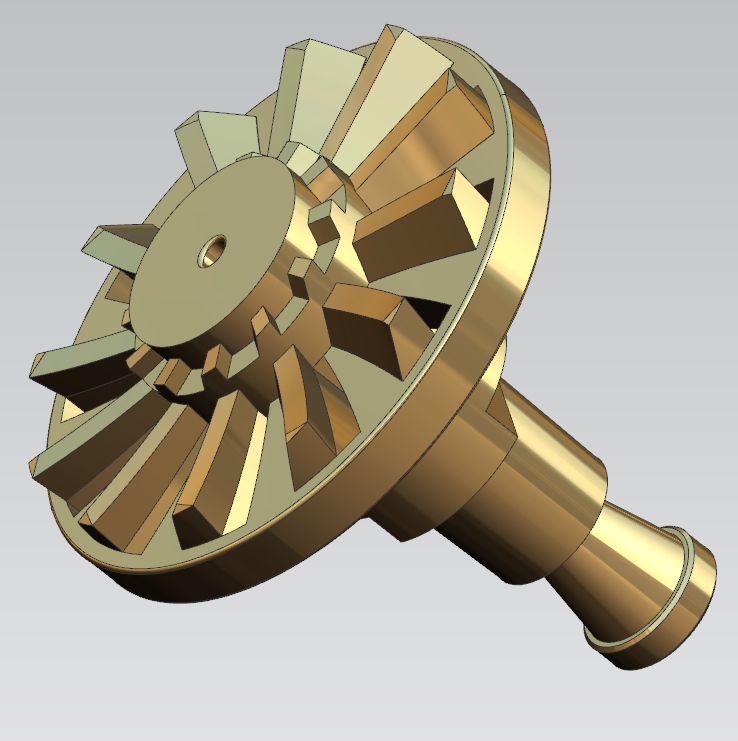
Este impulsor é feito de aço inoxidável austenítico SUS316 e serve como componente central de direcionamento de fluxo em bombas de reforço de fluido para um fabricante de equipamentos brasileiro. O cliente havia abordado três oficinas anteriores, todas falhando devido à deformação da lâmina, problemas de coaxialidade, bloqueio de microfuros e mau acabamento superficial. Eles nos encontraram por meio de uma pesquisa no Google e especificaram três requisitos rigorosos: consistência do lote, tolerâncias em nível de mícron e superfícies de contato com fluidos livres de rebarbas.
Especificações principais do desenho:
Usamos um centro de usinagem DMG MORI de 5 eixos para completar todo o impulsor em uma única fixação, evitando erros de múltiplas configurações. Etapas do processo:
Equipamento de suporte: refrigeração de alta pressão, apalpador Renishaw em processo para compensação de ferramenta e ajuste automático de ponto de referência a cada 20 peças.
| Parâmetro | Amostra 1 | Amostra 2 | Amostra 3 | Exigência |
| DO da lâmina φ31 | 31.004 milímetros | 30,998 milímetros | 31.001 milímetros | ±0,01 mm |
| Ângulo 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Espessura da lâmina 0,68 | 0,667 milímetros | 0,679 milímetros | 0,685 mm | ±0,05 mm |
| Microfuro φ1,5 | 1,491‑1,508 mm (10 furos) | Erro de posição máximo 0,021 mm | ±0,02mm | |
| Coaxialidade (dado A) | 0,003 milímetros | 0,004 milímetros | 0,003 milímetros | ≤0,005mm |
| Excesso de rosto | 0,010 mm | 0,013 milímetros | 0,011 milímetros | ≤0,015mm |
| Perfil da superfície da lâmina | máx. 0,018 mm | --- | --- | ≤0,02mm |
| Rugosidade da superfície (contato com fluido) | Ra 0,32-0,38 μm | Faces conjugadas Ra 0,62‑0,75 μm | ≤0,4 / ≤0,8 | |
| Dureza (HV) | 190-210 | HRC equivalente <6 | ≤7 | |
Resultado do cliente:Após o recebimento das primeiras 50 peças, a inspeção terceirizada do cliente verificou 100% de conformidade. Em comparação com fornecedores anteriores, a vibração caiu 70%, o ruído foi reduzido em 16 dB e os microfuros permaneceram desbloqueados. O cliente já fez pedidos anuais para todas as três variantes de impulsores. Feedback por escrito: "A melhor consistência dimensional que já vimos em impulsores de aço inoxidável."
Após 10 meses de uso, não há corrosão, deformação por tensão ou reclamações de devolução. Fornecemos relatórios de inspeção completos para cada lote, inspeção 100% em tolerâncias críticas e retrabalho gratuito para quaisquer peças não conformes.
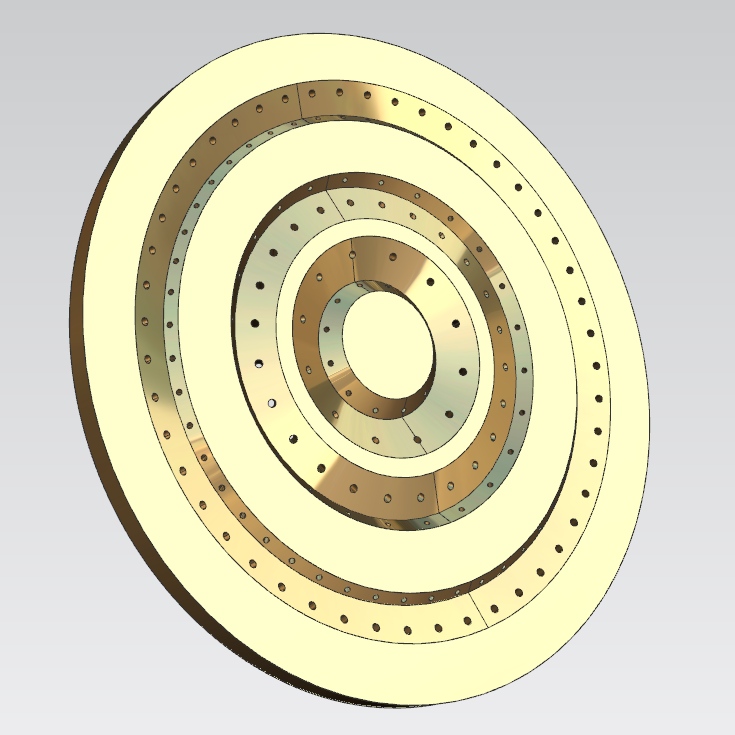
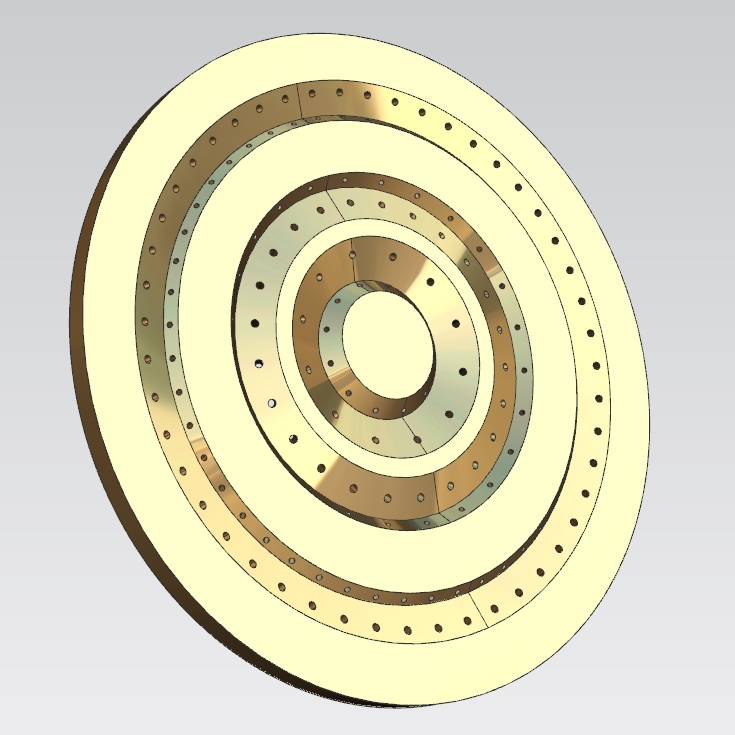
Esta placa de base redonda com flange multicamadas (número de peça SLY033‑04‑03A) é feita de liga de alumínio 7075‑T651, pesando 0,849 kg por peça. Ele serve como placa transportadora central dentro de uma câmara de deposição de vapor químico (CVD), suportando o posicionamento do wafer sob alto vácuo e mudanças cíclicas de temperatura. O cliente, um fabricante nacional de equipamentos semicondutores, já havia tentado duas outras oficinas com rendimento abaixo de 60% devido a problemas de planicidade, coaxialidade de furos e rugosidade da ranhura de vedação. Eles nos abordaram após uma indicação.
Principais desafios:
Todas as operações foram concluídas em um centro de usinagem DMG de 5 eixos com fixação única, eliminando erros cumulativos de múltiplas configurações. Etapas do processo:
Inspeção: Zeiss CMM, testador de rugosidade, testador de circularidade, medidor de planicidade a laser. 100% de inspeção do primeiro artigo, 15% de amostragem para produção em lote.
| Parâmetro | Valores medidos | Exigência |
| Planicidade da base (5 pontos) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (máx. 0,010) | ≤0,012 mm |
| Coaxialidade de 3 flanges concêntricos | máx. 0,006 mm | ≤0,008mm |
| Posição do furo do pino (8 furos) | 0,004‑0,009 mm | ≤0,01mm |
| Largura da ranhura do O-ring | 3,997‑4,003 mm | ±0,005 mm |
| Planicidade do fundo da ranhura | 0,002 milímetros | ≤0,003 mm |
| Raio de canto R0,8 | 0,798‑0,801 mm | ±0,002mm |
| Rugosidade da superfície da ranhura | Ra 0,18 μm | ≤0,2 μm |
Resultado do cliente:Após a aprovação do primeiro artigo, o laboratório terceirizado do cliente confirmou todos os dados dentro de ±0,002 mm do nosso relatório. A câmara de vácuo atingiu pressão final de 1×10⁻⁶ Pa sem vazamento. A taxa de rendimento aumentou de 58% para99,2%. O custo de retrabalho caiu 72%. Tempo de montagem por unidade reduzido de 1,8 horas para 0,35 horas. Após 50 ciclos térmicos (-20°C a +120°C), a deformação da planicidade foi de apenas 0,011 mm (em comparação com 0,038 mm do fornecedor anterior). O cliente já nos transferiu todas as peças estruturais da câmara de vácuo para usinagem em 5 eixos.
Após 14 meses de produção contínua, nenhuma falha dimensional foi relatada. Oferecemos rastreabilidade de 3 anos de dados de inspeção e uma garantia de 6 meses de retrabalho gratuito cobrindo peças não conformes.
Somos especializados em fresamento de 5 eixos e torneamento-fresamento simultâneos nos centros DMG MORI, Bumotec e Mori Seiki, lidando com peças de até 1.135 mm de curso e 2.000 kg de peso com velocidades de fuso de até 60.000 rpm. Nossos recursos de 5 eixos abrangem:
Cada projeto utiliza programação UG NX/Mastercam/Hypermill, simulação 3D completa e medição em processo Renishaw. Oferecemos uma taxa de aprovação de qualidade de 98,8% e atendemos clientes da Fortune 500, incluindo Huawei, BYD e Mindray.
Para peças com rebaixos, superfícies de forma livre ou coaxialidade estreita (≤0,005 mm), como impulsores e câmaras de vácuo, o 5 eixos elimina múltiplas configurações e atinge tolerâncias que o 3 eixos não consegue suportar.
Alumínio (7075, 6061), aços inoxidáveis, ligas de titânio, Inconel, ligas de cobre, PEEK e metais preciosos – com percursos de ferramenta e refrigeração dedicados para cada um.
DO padrão ±0,005mm, ID ±0,01mm, coaxialidade ≤0,01mm e tolerância de posição ≤0,01mm; verificado por Zeiss CMM e interferômetros a laser.
Recozimento com alívio de tensão, fixação a vácuo personalizada, corte em camadas (profundidade ≤0,15 mm) e percursos de ferramenta simétricos – mantendo a planicidade dentro de 0,010 mm, mesmo em peças com vão de 300 mm.
100% de inspeção CMM de primeiro artigo, 15% de amostragem de lote e um relatório dimensional completo com cada remessa – registros retidos por 18 meses.
Normalmente de 3 a 20 dias dependendo da complexidade e quantidade; protótipos urgentes podem ser agilizados para 5 a 7 dias úteis.


Endereço
Distrito de Guangming, cidade de Shenzhen, província de Guangdong, China
Tel








