





Nossos recursos de torneamento de precisão oferecem exatidão excepcional: precisão dimensional (tolerância de diâmetro ±0,003–0,01 mm, tolerância de comprimento ±0,005–0,02 mm, altura do degrau ±0,01 mm, tolerância de ajuste H5–H7); precisão geométrica e posicional (redondeza 0,002–0,005 mm, cilindricidade 0,003–0,008 mm, concentricidade 0,005–0,01 mm, perpendicularidade 0,008–0,02 mm, paralelismo 0,01–0,03 mm, excentricidade 0,01–0,02 mm); qualidade da superfície (rugosidade Ra 0,2–1,6 μm; torneamento de precisão Ra 0,4 μm; torneamento de ultraprecisão Ra 0,1–0,2 μm); consistência dimensional (desvio de lote ±0,005 mm, Cpk ≥ 1,67, capacidade 6σ estável); e precisão do equipamento (precisão de rotação do fuso 0,001–0,002 mm, precisão de posicionamento ±0,002 mm, repetibilidade ±0,001 mm).
|
precisão dimensional |
DO |
EU IA |
T(C) |
PD |
R |
|
unidade:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Precisão geométrica |
redondeza |
coaxialidade |
retidão |
cilindricidade |
tolerância de perfil |
|
unidade:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
capacidade de produção |
1 ~ 999999 unidades |
1 ~ 999999 unidades |
1 ~ 999999 unidades |
1 ~ 999999 unidades |
1 ~ 999999 unidades |
|
ciclo de produção |
3-20 dias |
3-20 dias |
3-20 dias |
3-20 dias |
3-20 dias |
A Sanluo Precision utiliza equipamentos avançados para torneamento de precisão: tornos de alta precisão (MAZAK/DMG MORI/OKUMA; velocidade do fuso de 5.000 rpm; interpolação do eixo C/eixo Y; precisão de ±0,003 mm); Tornos tipo Swiss (CITIZEN/STAR/TSUGAMI; relação comprimento/diâmetro ≥50:1; concentricidade de 0,005 mm); Centros de torneamento-fresamento de 5 eixos (usinagem com setup único); rolamentos hidrostáticos (precisão rotacional de 0,001 mm; compensação de temperatura constante com refrigeração líquida); ferramentas de corte importadas (Kyocera/Mitsubishi/Sandvik; revestimento PVD); sondas laser (inspeção em processo de ±0,001 mm com compensação automática); e CMMs (inspeção off-line de 0,003 mm).
Como fabricante profissional especializado em torneamento de precisão, a Sanluo Precision mantém rigoroso controle de processo: software CAM para programação de percurso de precisão, otimização de parâmetros e simulação; controle preciso de parâmetros (torneamento de desbaste com ap=1–3 mm para rápida remoção de material; torneamento de semiacabamento com ap=0,2–0,5 mm para aumentar a precisão; torneamento de acabamento com ap=0,05–0,15 mm para garantir precisão dimensional); fluido de corte em temperatura constante (20°C) para minimizar a deformação térmica; inspeção dimensional completa do primeiro artigo (a produção do lote começa somente após verificação do CMM/interferômetro de luz branca); SPC (Controle Estatístico de Processo) utilizando gráficos Xbar-R, cálculo de Cpk em tempo real, análise de tendências e ajustes preventivos; e monitoramento da vida útil da ferramenta (substituição automática mediante desgaste e atualizações do valor de compensação). Fornecemos serviços de torneamento de precisão profissionais e personalizados para clientes globais.
|
Categoria de parâmetro |
Detalhes |
|
Modelo |
Hardinge® Série T SP® |
|
Aplicativo principal |
Usinagem de ultraprecisão e torneamento duro |
|
Capacidade da ferramenta |
12 ferramentas |
|
Velocidade do fuso |
4.000rpm, 5.000rpm, 6.000rpm |
|
Potência Padrão |
11 kW, 15 kW, 26 kW |
|
Dimensões Gerais |
Comprimento: 2.489 mm, 3.257 mmLargura: 2.121 mm, 2.312 mmAltura: 2.089 mm, 2.123 mm |
|
Peso da máquina |
5.940kg, 7.800kg |
|
Uso típico |
torneamento de precisão, usinagem processamento de peças |
|
Categoria de parâmetro |
Detalhes |
|
Modelo |
Centro de torneamento de alta precisão 136CNC |
|
Marca |
Schaublin |
|
Posicionamento central |
Combina alta precisão e eficiência, capaz de tarefas rigorosas de usinagem de precisão |
|
Sistema de controle de temperatura |
O sistema completo de controle de temperatura da máquina mantém todos os componentes trabalhando em temperatura constante para evitar deformação térmica |
|
Precisão chave |
Redondeza: 0,2 μm; Rugosidade da superfície: Ra 0,05 μm |
|
Sistema de torre |
Equipado com a nova torre Sauter, precisão de posicionamento do poste da ferramenta: ±1 μm |
|
Precisão do eixo C |
2 segundos de arco |
|
Capacidade de usinagem |
Torneamento duro até HRC65, usinagem de liga de titânio |
|
Principais vantagens |
Precisão de usinagem superior e excelente consistência |
|
Aplicação Típica |
Processamento de peças de torneamento de precisão |

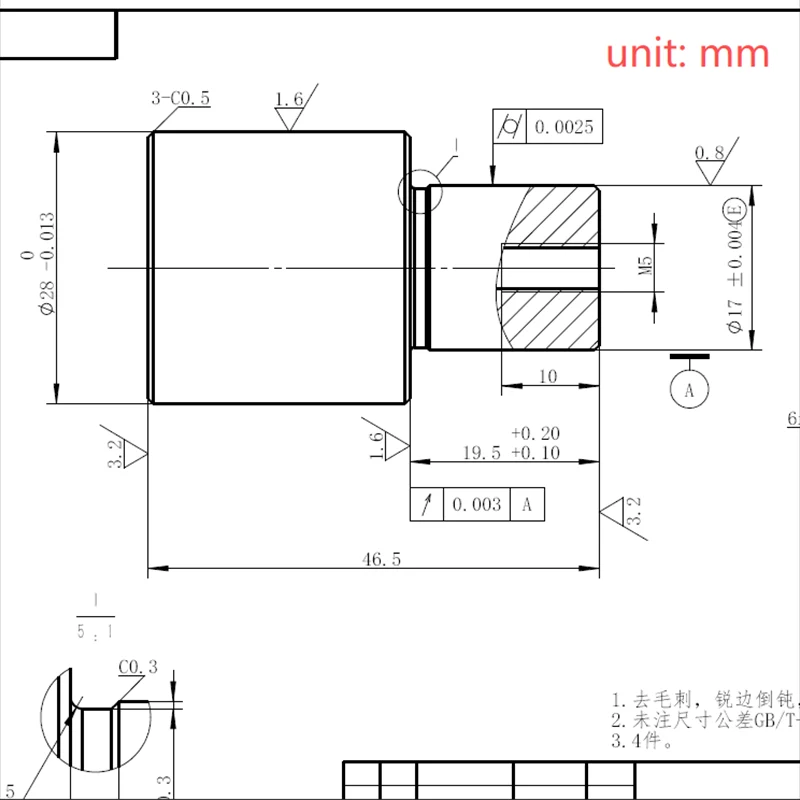


Peça de trabalho: Suporte de rotor para motores industriais da série 50
Material: liga de titânio TC4
Aplicação: Um componente central de suporte de carga e acoplamento em motores industriais. O produto deve atender a requisitos duplos de leveza estrutural e alta resistência sob cargas alternadas, necessitando de um controle extremamente rigoroso sobre tolerâncias geométricas e dimensionais.

Especificações do desenho: A coaxialidade entre o furo interno crítico e o diâmetro externo deve ser ≤0,02 mm; todas as tolerâncias geométricas não especificadas devem estar em conformidade com a norma GB/T 1184-h; também é necessário um controle rigoroso para o desvio da face final e a precisão de posicionamento do perfil externo em relação às ranhuras de localização internas.
Desafios materiais inerentes: A liga de titânio TC4 tem condutividade térmica muito baixa e alta ductilidade/resistência, resultando em lenta dissipação de calor durante o corte. Isso torna o material propenso à adesão da ferramenta, à deflexão da peça (empurrão da ferramenta) e à deformação térmica localizada. O torneamento CNC convencional – dificultado por erros de múltiplas configurações e rigidez insuficiente da ferramenta – não consegue atender consistentemente aos requisitos de tolerância geométrica em nível de mícron.
Problemas anteriores de terceirização: O fornecedor inicial usava um processo de torneamento convencional envolvendo múltiplas configurações; a coaxialidade excedeu consistentemente as tolerâncias. Após a montagem, os motores exibiram níveis excessivos de vibração e ruído (ultrapassando os limites do projeto) durante a operação sem carga e com carga, e o retrabalho repetido não conseguiu trazer as peças aos padrões.
3.1. Otimização do Processo de Fixação: Abandonou a abordagem de configuração múltipla em favor de um método de configuração única usando um dado unificado. O diâmetro externo, a face final e o furo interno correspondente são usinados com acabamento em uma única operação, eliminando completamente erros de deslocamento de referência causados por múltiplas configurações.
3.2. Controle de margem de usinagem de desbaste: Uma margem de acabamento uniforme de 0,2 mm é reservada para todas as superfícies de contato críticas. Isto evita forças de corte desequilibradas durante a fase de acabamento – causadas por material irregular – e minimiza ainda mais o risco de deslocamento da ferramenta. 3.3. Resfriamento de corte e correspondência de parâmetros: O resfriamento contínuo por spray usando um fluido de corte de extrema pressão formulado especificamente para a liga de titânio TC4 é empregado durante todo o processo para dissipar rapidamente o calor e suprimir a deformação térmica. Durante a fase de acabamento, parâmetros de corte especializados – com baixas velocidades e altas taxas de avanço – são combinados com ferramentas de alta rigidez e amortecimento de vibrações para mitigar a deflexão elástica característica das ligas de titânio.
3.4. Acabamento de Estruturas Complexas: Como as ranhuras de localização internas e os furos de montagem não podem ser formados através de uma única operação de torneamento, acessórios de localização personalizados são usados para processamento subsequente; isso minimiza erros de repetibilidade induzidos pelo acessório e garante que a precisão posicional das ranhuras e furos internos em relação ao ponto de referência atenda às especificações.
Equipamento de inspeção abrangente: Máquina de medição por coordenadas (CMM) e testador de circularidade de alta precisão; Inspeção 100% de dimensões críticas.
Dados de precisão medidos: A coaxialidade entre os diâmetros interno e externo é consistentemente ≤0,01 mm; o desvio da face final é ≤0,008 mm. Todas as tolerâncias de forma e posição, bem como as tolerâncias dimensionais, estão em conformidade com os desenhos de engenharia e o padrão nacional GB/T 1184-h.
Feedback do projeto: As amostras de protótipo passaram no teste de aceitação de terceiros do cliente na primeira tentativa. A montagem do rotor demonstrou excelente ajuste de montagem e os níveis de vibração e ruído operacional do motor totalmente montado retornaram aos padrões de projeto. As unidades produzidas em massa estão atualmente operando de forma estável no campo; As métricas de resistência estrutural e leveza atendem a todos os requisitos de uso, levando o cliente a designar isso como um contrato terceirizado de longo prazo para todos os pedidos subsequentes do mesmo modelo.
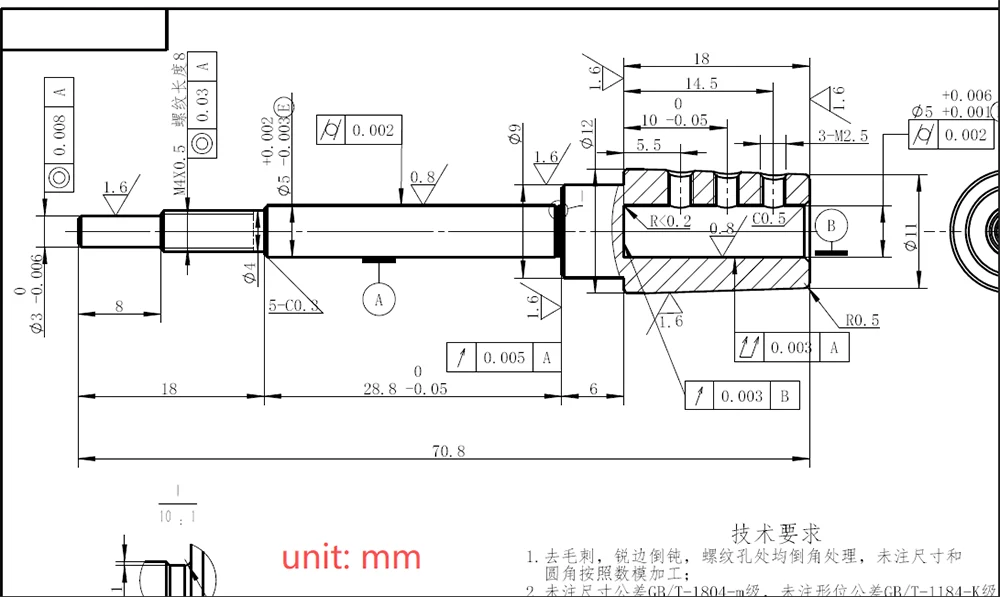
Peça de trabalho: eixo de acionamento do motor industrial de alta velocidade da série 70B.
Matéria Prima: Aço 40Cr temperado e revenido; dureza de base acabada de HRC 32–36.
Cenário de aplicação: Componente do eixo central para saída de potência rotacional de alta velocidade; sujeito a operação prolongada, de alta frequência e alta velocidade, exigindo excepcional resistência à fadiga, precisão rotacional e desempenho de equilíbrio dinâmico.
Especificações obrigatórias de precisão: Coaxialidade de múltiplos munhões de acoplamento críticos ≤0,01 mm; excentricidade da face final do munhão ≤0,01 mm. Além disso, a precisão posicional deve ser controlada para furos roscados na face final e rasgos de chaveta circunferenciais em relação ao ponto de referência do munhão. Desafios no processamento inicial do material: Após têmpera e revenido, a dureza do substrato 40Cr aumenta, resultando em alta resistência ao corte e rápido desgaste em ferramentas convencionais de metal duro; durante o corte em alta velocidade, o eixo está sujeito à deformação causada pela liberação de tensões de corte e deflexão radial da ferramenta, levando a uma perda de precisão rotacional.
Pontos problemáticos com o processamento terceirizado anterior do cliente: O antigo fornecedor usava torneamento segmentado e múltiplas configurações de fixação, resultando em erros consistentemente excessivos de coaxialidade do munhão e falha em atender aos padrões de equilíbrio dinâmico; o motor vibrou violentamente durante a operação em alta velocidade e o retrabalho repetido não conseguiu resolver problemas relacionados à deformação induzida por tensão e erros de fixação.
3.1. Fixação e usinagem integradas: Uma configuração de fixação única usando um ponto de referência unificado permite a usinagem simultânea de superfícies cilíndricas de várias etapas e faces finais correspondentes, eliminando problemas causados por pontos de referência inconsistentes no processamento segmentado.
3.2. Otimização da margem de usinagem e evacuação de cavacos: Uma margem de acabamento uniforme de 0,3 mm é reservada durante a usinagem de desbaste de munhões críticos; um sistema de resfriamento interno de alta pressão é empregado para lavar a zona de corte em tempo real, resfriando simultaneamente a peça e evacuando os cavacos, evitando assim arranhões secundários na superfície e minimizando a deformação térmica.
3.3. Estratégia de acabamento: Ferramentas de metal duro de granulação ultrafina e alta rigidez são selecionadas e um processo de corte progressivo com redução de camada é usado para liberar gradualmente as tensões internas de corte e controlar a deflexão radial da ferramenta, garantindo estabilidade dimensional de longo prazo para componentes de eixo longo.
3.4. Acabamento de recursos auxiliares: Furos roscados nas faces finais e rasgos de chaveta circunferenciais são usinados usando acessórios de posicionamento coaxial especializados alinhados com o dado de rotação do munhão, garantindo que a precisão posicional desses recursos atenda às tolerâncias do desenho.
Equipamento de inspeção abrangente: Máquina de medição por coordenadas (CMM), testador de circularidade de alta precisão e testador de balanceamento dinâmico; inspeção dupla em escala real cobrindo ambas as dimensões e equilíbrio dinâmico. Dados de precisão medidos: a coaxialidade do munhão de vários estágios é consistentemente ≤0,008 mm e o desvio axial é ≤0,005 mm; todas as tolerâncias geométricas e posicionais atendem às especificações e o eixo do rotor passa no teste inicial de equilíbrio dinâmico sem exigir reequilíbrio.
Feedback da implementação do projeto: Os protótipos passaram na inspeção de aceitação na primeira tentativa e os níveis de vibração e ruído durante a operação em alta velocidade estão em conformidade com os padrões nacionais para motores industriais; os eixos produzidos em lote não apresentam deformação induzida por tensão ou desgaste anormal durante a operação, com resistência e estabilidade rotacional atendendo aos requisitos de serviço de longo prazo, levando a uma parceria de terceirização de longo prazo com o cliente.
Endereço
Distrito de Guangming, cidade de Shenzhen, província de Guangdong, China
Tel









